


完成人
劉 宇、包燕平、黃永生、顧 超、趙 陽、王 敏、孫光濤、肖 微、陳廷軍、周 苑、莫秉干、王昆鵬、崔宏艷、徐旋旋、沈 艷
完成單位
中天鋼鐵集團有限公司、北京科技大學
背景與意義
“中國制造2025”先進制造基礎零部件用鋼發(fā)展重點:突破先進裝備用高性能軸承、齒輪、工具鋼、彈簧、緊固件等用鋼材料、設計、制造及應用評價系列關鍵技術,高效節(jié)能電機、高端發(fā)動機、高速鐵路、高端精密機床、高檔汽車等先進裝備用關鍵零部件用關鍵材料國內自給率2020年達到80%,2025年力爭全面自給,關鍵零部件壽命提高1倍以上。因此高品質軸承鋼疲勞壽命提升、生產與評價是先進裝備用關鍵零部件材料自給率提升的國家重大技術需求。
近年來,國內軸承鋼的質量有了很大提升,部分軸承鋼質量達到了國際先進水平。但是整體看,提高軸承鋼質量仍然是提高軸承質量的關鍵環(huán)節(jié)。目前國內外軸承鋼的生產主要采用鋁脫氧工藝。從脫氧機理和實際效果來看,軸承鋼生產中在有效去除鋼液中溶解氧[O]的同時,產生了以下問題:
超低氧控制難度大
鋼中Ds夾雜物難于有效控制
鋼液中Ti元素難于控制
鋼液流動性差
鋼中Al2O3及尖晶石類夾雜物嚴重影響軸承鋼的疲勞壽命
針對以上問題,中天鋼鐵集團公司和北京科技大學聯合開發(fā)了:非鋁脫氧軸承鋼的工藝,其主要控制思路為:
硅錳預脫氧+擴散脫氧+真空碳終脫氧工藝,由于擴散脫氧與真空碳終脫氧均不產生污染鋼液的脫氧產物,因此可以有效提高鋼液潔凈度。
非鋁脫氧有效減少鋼液中Ti等影響鋼材性能元素的含量。
優(yōu)化精煉渣組成,減少鋼中Ds夾雜物含量。
采用非鋁脫氧工藝,大幅度減少了Al2O3夾雜物數量,提高鋼液的流動性,有效減少了大顆粒夾雜數量。
有效控制了鋼中夾雜物尺寸和形態(tài),提高疲勞壽命。
關鍵技術
1.以非鋁組合脫氧(硅錳預脫氧+擴散脫氧+真空脫氧)為特色的軸承鋼低氧控制技術
?。?)工藝路線
中天非鋁脫氧軸承鋼工藝流程,如圖1所示。
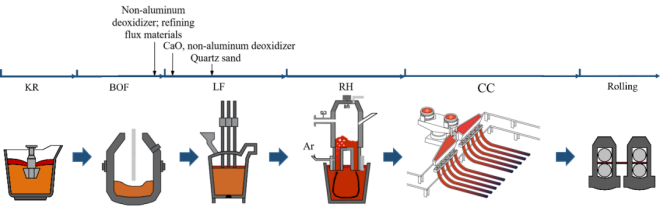
圖1中天非鋁脫氧軸承鋼生產工藝流程
?。?)基于硅錳預脫氧與擴散脫氧的軸承鋼前期控氧技術
基于硅錳預脫氧與擴散脫氧的軸承鋼前期控氧技術,實現LF精煉出站時,鋼中溶解氧約15-20 ppm,全氧含量降至20 ppm左右;LF精煉過程中N含量保持在30 ppm以下。LF過程中使用低堿度渣精煉渣,Al2O3含量僅為3-5%,堿度為0.9-1.5。
?。?)基于真空碳氧平衡的軸承鋼深脫氧技術
RH過程中的氧、氮含量變化如圖2所示。經過RH精煉處理后,鋼中的全氧含量明顯下降,鋼中全氧控制在5-9ppm;RH精煉過程中N含量保持在30 ppm以下。
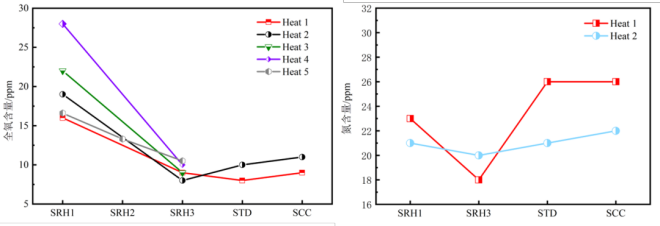
圖2非鋁脫氧工藝RH精煉過程中氧、氮含量變化
通過熱力學計算及實驗研究,在不同真空度下的鋼液碳氧平衡如圖3所示。在真空度67Pa時,碳成為比鋁更強的脫氧劑。真空爐內軸承鋼脫氧實驗中氧、氮含量變化如圖4所示,全氧含量可脫至10 ppm以下。在工業(yè)生產中,RH出站鋼中全氧含量已穩(wěn)定控制在5-9 ppm。此外,為了控制真空脫氧過程中的噴濺現象,基于數模和水模研究結果提出了步進式壓降模式,有效降低噴濺。
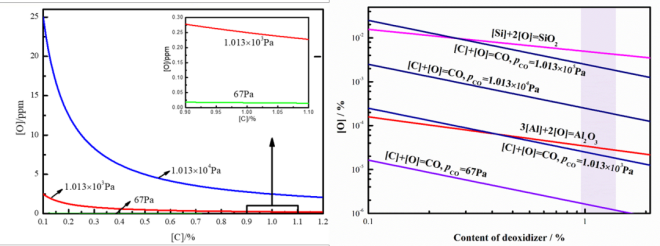
圖3不同真空度下的鋼液碳氧平衡
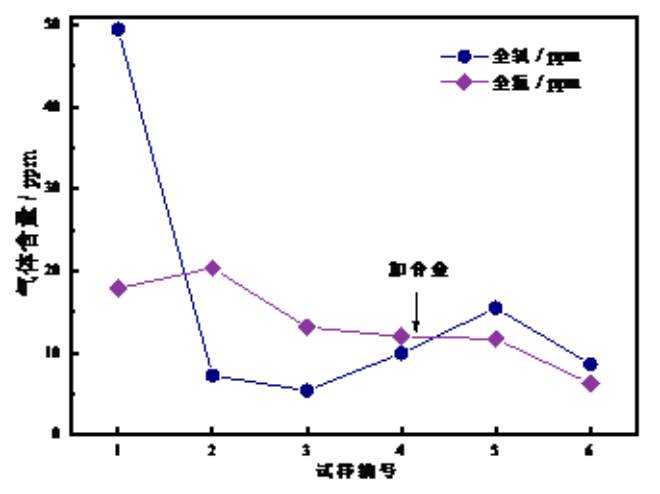
圖4真空爐內軸承鋼脫氧實驗中氧、氮含量變化
2.非鋁脫氧軸承鋼的夾雜物控制及流動性改善關鍵技術
?。?)低堿度CaO-Al2O3-SiO2-MgO四元渣系控制
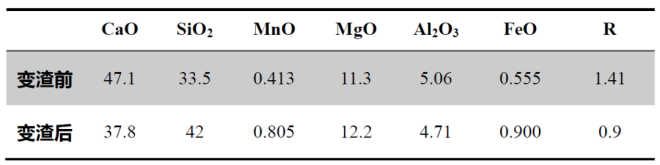
非鋁脫氧工藝精煉渣成分分別如表1所示,LF精煉渣堿度控制在1左右,SiO2含量為30%左右,此外Al2O3遠低于鋁脫氧工藝。
表1非鋁脫氧工藝造渣工藝下精煉渣成分 / wt%
如圖5所示,非鋁脫氧工藝鋼中鋁含量為1-8 ppm、鈦含量為3-8 ppm、硫含量為44-76 ppm。(2)低堿度CaO-Al2O3-SiO2-MgO四元渣系對鋼液關鍵成分的控制。
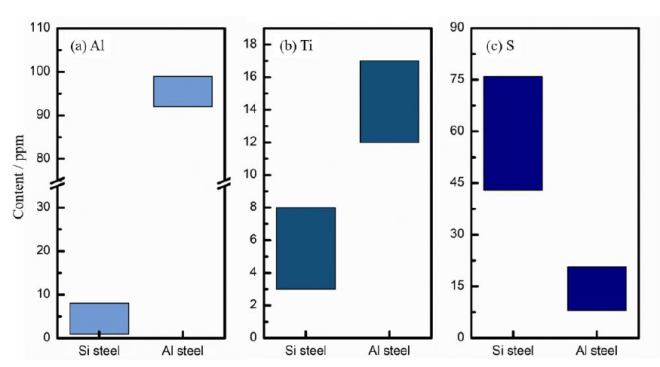
圖5鋼中(a)[Al],(b)[Ti]和(c)[S]含量的比較
(3)軸承鋼夾雜物的體系調整
圖6中顯示了兩種脫氧工藝軸承鋼中的主要夾雜物特征,非鋁脫氧軸承鋼中,鋼中最多的氧化物為硅酸鹽,大部分夾雜物尺寸均分布在小于10 μm的范圍內,尖晶石和鈣鋁酸鹽夾雜物的數量密度均小于0.85 個/mm2。在鋁脫氧軸承鋼中,鈣鋁酸鹽、尖晶石和硅酸鹽類夾雜物的數量密度依次為1.92 個/mm2,1.68 個/mm2和1.14 個/mm2,尺寸大于15 μm氧化物數量明顯比非鋁脫氧軸承鋼更多。
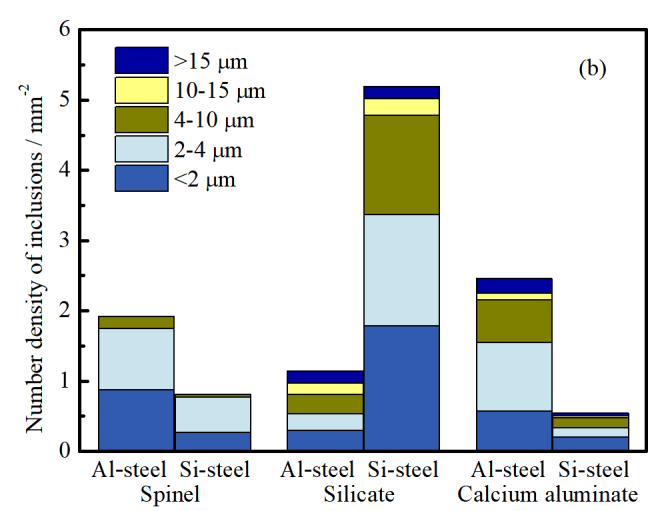
圖6鋁脫氧和非鋁脫氧軸承鋼中不同類型氧化物尺寸分布
?。?)非鋁脫氧軸承鋼流動性的改善及機理研究
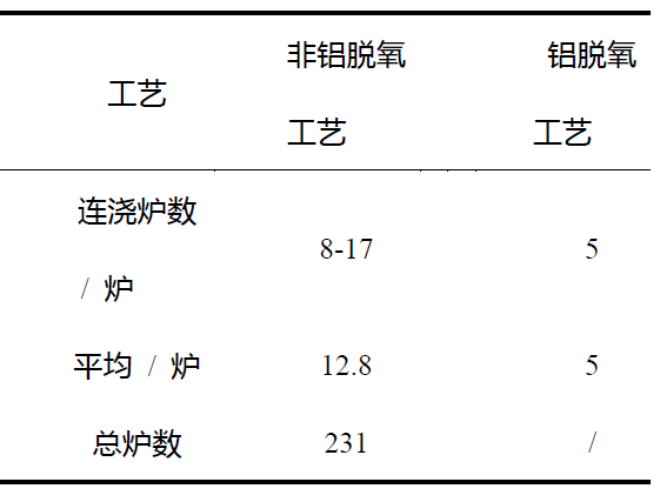
非鋁脫氧工藝對鋼液澆注性有明顯改善,如圖7所示,非鋁脫氧工藝中間包連澆14爐后,液面曲線平穩(wěn)。表2為不同工藝下小方坯(160 mm×160 mm)連鑄時中間包的連澆爐數。
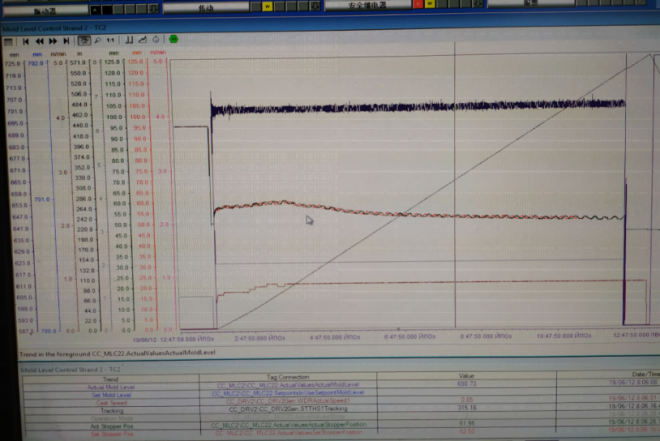
圖7連澆14爐后塞棒及液面曲線
表2不同工藝下連澆爐數對比
?。?)建立軸承鋼超聲疲勞評價方法及滾動疲勞驗證3.非鋁脫氧軸承鋼夾雜物誘發(fā)疲勞斷裂機理及斷裂行為預測方法
本文中采用超聲疲勞試驗系統(tǒng)進行超高周疲勞試驗,試驗頻率達到20 kHz,大大縮短試驗時間。采用該系統(tǒng)完成了大量超高周疲勞試驗,疲勞壽命結果與滾動疲勞實驗結果相符。
(2)不同夾雜物誘發(fā)疲勞斷裂的行為及機理
非鋁脫氧軸承鋼的疲勞性能優(yōu)于中天鋁脫氧軸承鋼,非鋁脫氧軸承鋼的斷口裂紋源由夾雜物誘發(fā)的較少;鋁脫氧軸承鋼的斷口裂紋源均為鈣鋁酸鹽。此外,滾動接觸疲勞試驗(洛軸所出具)結果:非鋁脫氧最好,其次為鋁脫氧。
?。?)微觀結構疲勞壽命預測模型的建立
為了深入研究不同夾雜物對疲勞壽命的影響,本研究從微觀結構出發(fā),以微觀結構的力學響應行為為基礎,建立微觀模型,通過統(tǒng)計學原理與宏觀性能關聯,形成多尺度服役性能預測模型,實現裂紋源及疲勞壽命的量化預測,并將相同尺寸的球型鈣鋁酸鹽類夾雜物和硅酸鹽類夾雜物引入模型,預測結果顯示在相同的疲勞應力下的硅酸鹽引起疲勞裂紋源萌生所需周次更長。
項目特色和主要創(chuàng)新
“硅錳預脫氧+擴散脫氧+真空終脫氧”非鋁組合脫氧:通過真空碳終脫氧將鋼中全氧含量控制在5-9ppm的同時,有效控制了鋼中Ti等元素,同時可以有效控制夾雜物類型;
非鋁脫氧軸承鋼的夾雜物控制及流動性改善技術:采用低堿度CaO-Al2O3-SiO2-MgO四元渣系精煉渣,將夾雜物成分控制于低熔點區(qū),鋼中Ds夾雜物得到有效控制,解決了小方坯軸承鋼水口可澆性差的技術難題;
非鋁脫氧軸承鋼夾雜物誘發(fā)疲勞斷裂機理及斷裂行為預測方法:借助超聲疲勞的測試方法與滾動疲勞檢測相結合,對軸承鋼的拉壓疲勞壽命和斷裂機理進行了研究,建立不同夾雜物對疲勞性能影響的微觀結構量化模型,基于該模型分析了軸承鋼中主要夾雜物對疲勞性能的影響。
實現了以真空終脫氧為特色的高品質鋼生產的技術集成與工藝創(chuàng)新:一方面可以根據產品的最終用途,控制鋼中夾雜物的種類;另一方面通過“真空終脫氧”,從源頭上消除了夾雜物的主要來源-脫氧產物,從工藝上非常有利于潔凈鋼的生產,為高品質鋼的生產提供了一條新的途徑,在眾多高品質鋼生產中具有很好的推廣應用前景!
主要技術指標
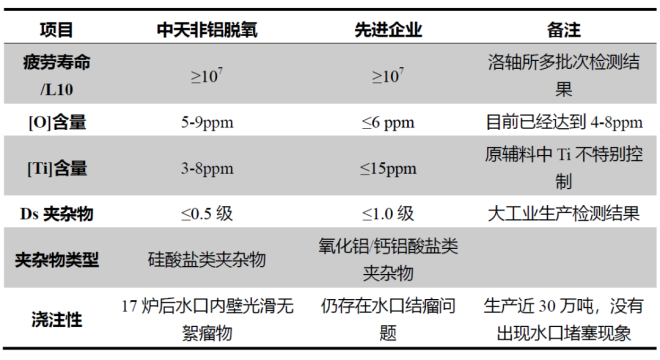
本項目主要技術指標如表3所示。
表3主要技術指標
查新報告與知識產權
教育部科技發(fā)展中心針對本項目的四個技術創(chuàng)新點的查新報告結果如下:在國內外已公開發(fā)表的文獻和專利中,除本查新項目委托單位公開的專利和本查新項目組負責人及成員發(fā)表的文獻外,未見有基于上述四個創(chuàng)新技術。創(chuàng)新點如下:
“硅錳預脫氧+擴散脫氧+真空脫氧”非鋁組合脫氧軸承鋼低氧控制技術
非鋁脫氧軸承鋼的夾雜物控制及流動性改善技術
非鋁脫氧軸承鋼夾雜物誘發(fā)疲勞斷裂機理及斷裂行為預測方法
集成以上技術,實現了軸承鋼小方坯連鑄-高速線材一火成材技術集成,顯著降低了工序能耗和生產成本。
本項目相關成果發(fā)表文章22篇,其中英文13篇,全部是SCI,中文9篇;授權專利13項,其中發(fā)明專利13項。
經濟效益
中天非鋁脫氧軸承鋼(GCr15)工藝于2016年底開始研發(fā),并于2017年正式應用生產,2017年~2022年總計生產鋼產量約29萬噸,新增產值142481.03萬元,新增利稅44509.71萬元,增收(節(jié)支)總額1460.55萬元。生產的軸承鋼球、軸承套圈、滾子、水泵軸等滾動體軸承,廣泛應用于福特、吉利、哈弗、大通、東風等品牌。